



Silk Printing Methods: A Manufacturer's Guide to Digital, Screen & Hand-Block Techniques





For luxury brands, high-end boutiques, and premium wholesalers, choosing the right silk printing technique is as critical as choosing the silk itself. The print method decides how vivid the colors stay after 100 washes, whether the design reads sharp on a 90×90 cm scarf or muddy on a 6 mm chiffon, and how the unit cost scales from a 50-piece pilot to a 5,000-meter bulk run.
At DreamSilk, we run digital, screen, rotary, and hand-block printing lines daily in our Suzhou facility, on every silk weave we produce. This guide breaks down the five core silk printing methods — what each technique actually does to silk fiber, which fabric base pairs best with each, what product categories they fit, and the production economics behind the choice.
How Silk Printing Differs From Printing on Other Fabrics
Before going into individual methods, one fundamental matters: silk is not cotton, and it is not polyester. Printing on silk requires its own ink chemistry, its own pre-treatment, and its own post-print processing. Buyers crossing over from other categories sometimes assume printing is universal. It is not.
Silk is a protein fiber. The dye chemistry that bonds to silk is different from what bonds to cellulose (cotton) or polyester. The two main ink families used in silk printing:
- Acid dyes. The traditional and still-dominant choice for silk. Acid dyes form ionic bonds with the protein structure of silk fibroin, producing deep, vibrant color saturation with excellent wash fastness. They are what gives heritage silk scarves their characteristic depth of color.
- Reactive dyes. A newer option that forms covalent bonds with silk protein at fixation temperature (around 102–105 °C). Reactive dyes can deliver wash fastness Grade 4–5 on the ISO 1–5 scale and rub fastness Grade 3–5, often beating traditional acid dyes on durability. Reactive dyeing also uses substantially less water than rotary screen printing — by some estimates 60–70% less — which matters for brands selling on sustainability claims.
Both ink chemistries require the same critical post-print steps: steaming to fix the dye into the fiber, then washing to remove unfixed dye. Skip either step and the print bleeds in the customer's first wash. This is one of the most common failure modes in silk printing programs sourced from non-specialized factories.
Pigment inks, by contrast, sit on the fabric surface rather than bonding into the fiber. Pigment can be applied to silk, but the hand of the fabric stiffens, the silk shine diminishes, and wash durability is weaker. Pigment is rarely the right call for premium silk — we mention it only because some low-cost suppliers use it and label the result as "silk printing."
Digital Printing on Silk: Complex Designs with Flexible MOQ
Digital silk printing works much like a precision inkjet printer scaled to industrial dimensions. Print heads inject microscopic droplets of acid or reactive dye directly into the silk fibers, allowing virtually unlimited color combinations and photorealistic detail. Resolution on premium machines reaches 1,440 DPI, fine enough to render skin tones, watercolor gradients, and small text.
Best fabric pairings: silk charmeuse, silk crepe de chine, silk georgette, silk chiffon. Digital printing excels across nearly the full silk momme range — from 6 mm chiffon up to 30 mm charmeuse.
Ideal product applications:
- Custom silk garments with intricate, multi-color patterns: silk dresses, silk robes, silk shirts, silk slip dresses
- Silk pillowcases and eye masks with photorealistic prints, watercolor florals, abstract artwork
- Limited-edition pieces, seasonal capsule collections, market-test runs
- Single-sided printed scarves for entry-tier programs
B2B advantages: zero screen setup costs, no MOQ per colorway, fast turnaround from artwork to first sample (typically 5–10 days), and almost unlimited design flexibility. A 50-meter pilot is economically viable for digital printing in a way it never is for traditional screen.
The economic break point: for runs under approximately 1,200 meters per design, digital is typically the most cost-effective method. Above 3,000 meters, rotary screen becomes cheaper per meter because the screen setup cost amortizes across more production. Between those two numbers depends on color count, fabric weight, and complexity.
The one limitation worth flagging: standard single-sided digital prints deposit color primarily on the face of the silk. The back face shows the design at 60–85% saturation depending on silk weight — heavier silks reflect more, lighter silks penetrate more. For products where the back face is visible (luxury scarves, two-sided wraps), this is a problem. Which leads to the next method.
Double-Sided Digital Printing: The Premium Choice for Luxury Silk Scarves
Single-sided digital printing leaves a white or faint back face on heavier silks. Heritage luxury scarf brands consider this unacceptable — a 90×90 cm silk twill scarf from Hermès, Ferragamo, or any premium house shows identical color saturation on both sides because the scarf is worn loosely and both faces are visible.
Double-sided digital printing solves this in production. The fabric runs through the printer twice (or through a specialized two-sided print head system), with the back-side print precisely aligned to the front. The result is identical pattern saturation on both faces, eliminating the "cheap scarf" tell of a faded reverse side. Some advanced applications take the principle further and print different patterns on each side, opening creative options for reversible-style accessories.
Best fabric pairings: medium to heavy silks with structured weaves where front-back print mismatch is most visible. Silk twill 14–18 mm is the industry standard for premium scarves. Heavy silk charmeuse 22+ mm also performs well.
Ideal product applications:
- Luxury silk scarves (90×90 cm classic squares, oblong shawls, large wraps)
- Premium silk pocket squares where the reverse may show in folding
- Two-sided silk ties (rarely produced but possible)
- Reversible silk accessories with distinct front and back designs
B2B advantages: two-sided printing commands a meaningfully higher retail price point — typically 30–60% above single-sided equivalents at retail. It puts your scarves in the visual quality tier of heritage luxury fashion houses rather than mass-market printed accessories. For brand-building programs, this is the difference between a $40 scarf and a $180 scarf at retail.
Production trade-offs: lead time runs 20–30% longer than single-sided digital, registration precision must be tightly controlled (a 1 mm misalignment between front and back shows clearly), and fabric consumption is the same as single-sided but ink cost roughly doubles. The economics still work for premium positioning but should be budgeted upfront. For a complete walkthrough of luxury scarf development, see our luxury silk scarf buyer's guide.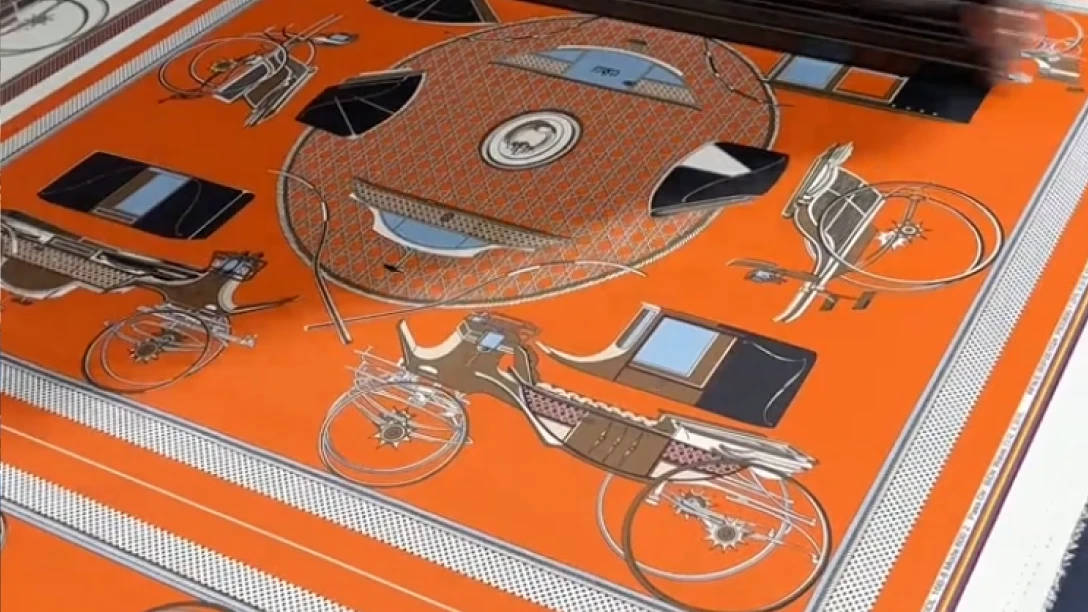
Flatbed Screen Printing on Silk: Vibrant Solids for Medium Runs
Flatbed screen printing uses a series of flat mesh screens — one per color in the design — to press dye paste through openings cut in the screen onto the silk fabric. The technique is centuries old and remains the right choice for specific design types and production volumes.
Best fabric pairings: silk twill, silk charmeuse, silk habotai, silk chiffon, silk georgette, and the full range of silk blend fabrics.
Ideal product applications:
- Bold geometric and graphic-pattern silk apparel: shirts, kimonos, statement dresses
- Branded corporate gift silk scarves with sharp Pantone-matched logos
- Repeat-pattern silk pajamas and loungewear sets
- Yarn-dyed feel reproductions where solid color blocks must look painted on rather than printed
B2B advantages: screen printing penetrates color through to the back face much more deeply than single-sided digital — typically 70–85% saturation on the reverse without any extra processing. Color saturation on solid blocks is unmatched: blacks read genuinely black, reds read genuinely red. For brands where the design is built around bold color blocks rather than gradient detail, screen produces a result digital cannot match.
Production trade-offs: screen printing carries setup cost — each color in the design requires its own engraved screen ($20–$40 per screen for setup). For a 6-color design, you are paying for 6 screens before printing meter one. This makes screen uneconomical for runs below approximately 500 meters, but increasingly cost-effective above that as the setup amortizes. The technique also cannot replicate smooth gradient shading (the way digital can). Designs with continuous tonal transitions should go to digital; designs built on flat color areas should go to screen.
The hand-feel question. Some critics argue that screen-printed silk has a slightly stiffer hand than digital because the ink paste sits more on the surface. Done well — with thin paste, fine screens, and proper post-print finishing — the hand difference is barely perceptible. Done poorly, the silk loses its supple drape. The factory matters more than the method.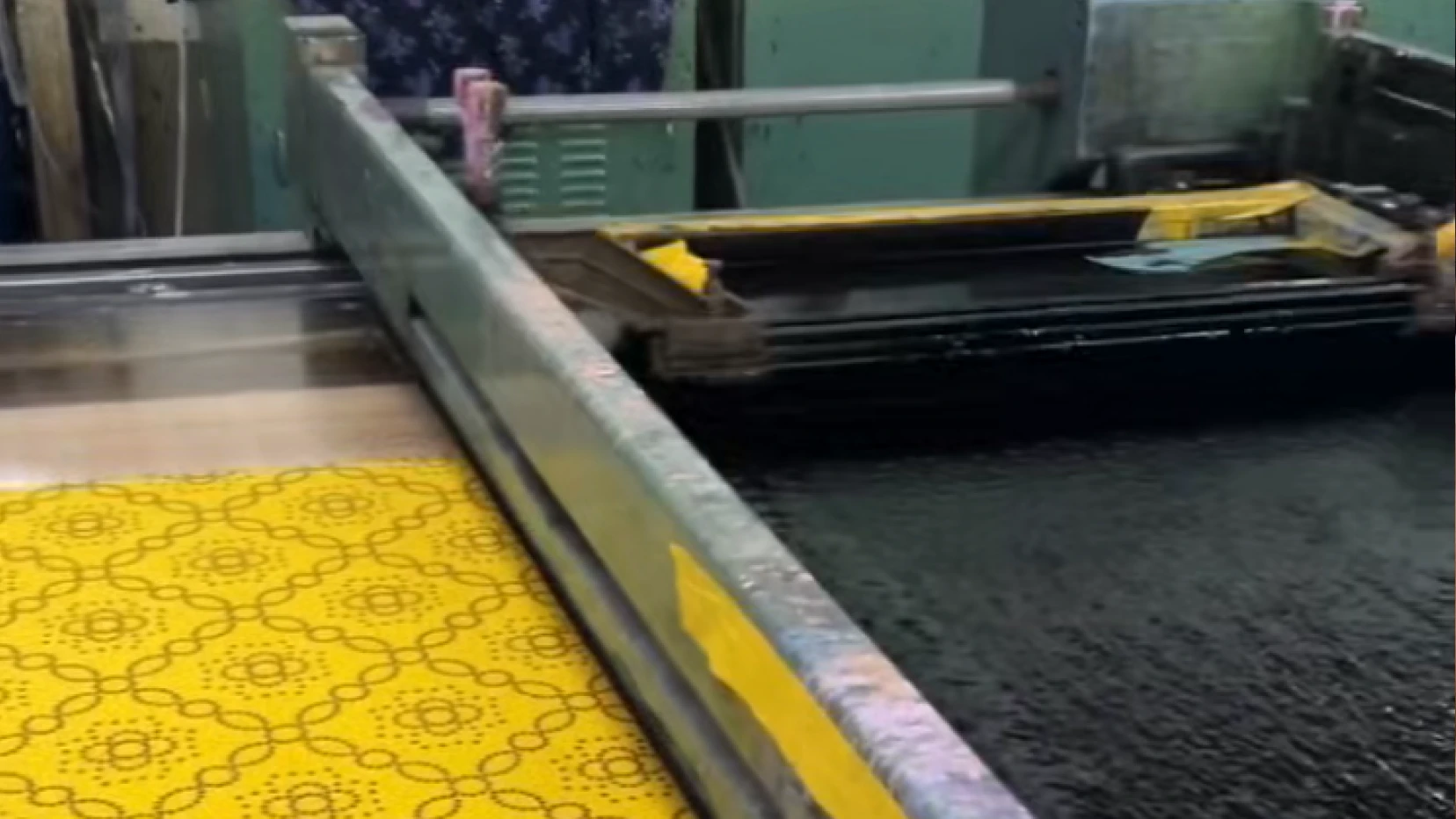
Rotary Screen Printing on Silk: High-Volume Production at Lowest Cost
Rotary screen printing replaces flat screens with cylindrical screens that rotate in fixed positions while silk fabric travels continuously beneath them at production speed. Globally, around 61% of all printed textile fabric is produced via rotary screen — it is the dominant high-volume method in the industry.
Best fabric pairings: standard commercial weights of silk twill, silk charmeuse, silk habotai, silk chiffon, silk georgette, and silk blends.
Ideal product applications:
- High-volume manufacturing of printed silk fabric sold by the roll to regional wholesalers
- Mass-market silk pajama sets with continuous geometric prints, polka dots, stripes
- Branded silk bonnets, scrunchies, and small accessories featuring repeated monograms
- Continuous-pattern silk lining fabrics for use across larger collections
B2B advantages: the lowest per-meter cost available for large-scale silk printing once you cross the volume threshold. High-speed production — modern rotary machines can output thousands of meters per shift. Excellent color consistency across long runs because the cylindrical screens deliver the same ink volume on meter one and meter ten thousand.
Production trade-offs: the setup cost per cylindrical screen is meaningfully higher than flat screens, so the MOQ to justify rotary is typically 3,000+ meters per design. Below that, flatbed screen or digital is more economical. Rotary also has more limited design resolution than digital — fine lines, photo-realistic gradients, and complex artwork lose detail. The method is built for cleanly engineered repeating patterns, not for one-off artistic prints.
When rotary is the wrong call: anything below 3,000 meters per design, anything with photorealistic detail, anything requiring photographic shading, anything where the brand needs to test market response before committing to volume. For those scenarios, digital is almost always better.
Hand-Block and Hand-Screen Printing on Silk: Artisanal Heritage Production
Hand-block and hand-screen printing are the oldest silk printing techniques still in commercial production. Artisans work at long printing tables, manually pressing wooden blocks or fine mesh screens against the silk meter by meter. The process is slow, physical, and labor-intensive — and it produces results no automated method can replicate.
Best fabric pairings: heavy silk blends including silk wool, silk linen, and textured raw silks. The technique requires fabric with enough body to absorb the manually applied dye paste without distortion.
Ideal product applications:
- Limited-edition artisanal resort wear, kaftans, statement caftans
- Luxury silk shawls and oversized wraps positioned in the high heritage tier
- High-end silk interior textiles: custom drapery, accent cushion covers, decorative bedspreads
- Capsule collections specifically marketed on craftsmanship narrative
B2B advantages: hand-block printing supports 10–20 different color combinations on a single piece in a way machine printing cannot. The subtle imperfections from manual registration — slight color variation, the faint texture of the block edge — read as authentic craftsmanship to consumers who specifically value handmade goods. For eco-luxury and slow-fashion brands, this method is genuinely differentiated rather than performative.
Production trade-offs: slow output (a skilled artisan typically prints 30–50 meters per day), higher per-meter cost (often 5–10x rotary), and slight variation between pieces (which the brand must position as a feature, not a defect). Hand-block is wrong for any brand needing uniform high-volume output, or for designs where customer expectation is "factory-precise" rather than "artisan-imperfect."
Silk Printing Methods Side-by-Side: Detail, Cost, and Use Case Comparison
The choice between printing methods comes down to four practical questions: how detailed is the design, how visible is the back face, what is the production run size, and what is the brand's price positioning.
| Printing Method | Detail Capability | Back-Face Color Penetration | Best MOQ | Top Product Application |
|---|---|---|---|---|
| Digital | Excellent (photorealistic) | Moderate (60–85%) | Low (50–1,200 m) | Garments, pillowcases, eye masks, pilot runs |
| Double-Sided Digital | Excellent (photorealistic) | Flawless (both sides printed) | Medium (200–2,000 m) | Luxury scarves, premium reversible accessories |
| Flatbed Screen | Good (crisp edges, solid blocks) | High (70–85%) | Medium to High (500–5,000 m) | Graphic apparel, uniform scarves, repeat patterns |
| Rotary Screen | Moderate (repeating patterns) | High (70–85%) | Very High (3,000+ m) | Fabric rolls, mass-market sleepwear lines |
| Hand-Block / Hand-Screen | Artistic (imperfect, hand-touched) | High (manual ink saturation) | Low to Medium (50–500 m) | Limited-edition heritage collections, kaftans |
A few practical observations from running these lines side by side:
- For most B2B silk dress and silk pajama programs, digital printing is the right starting choice. It minimizes inventory risk, allows market testing, and produces results that consumers cannot distinguish from screen printing at retail.
- For luxury silk scarf programs, double-sided digital is the only correct choice. Single-sided digital betrays the price positioning every time a customer wears the scarf and the white back face shows.
- For corporate gift silk programs with sharp Pantone-matched logos, flatbed screen produces the cleanest result if the volume justifies setup costs. Below 500 meters, digital is the better economic call.
- For multi-thousand-meter wholesale fabric programs, rotary screen is unmatched on cost and consistency. But once your brand's design portfolio exceeds 10–15 SKUs, the cumulative cylindrical screen setup costs add up — at some point a hybrid model with rotary on volume SKUs and digital on experimental SKUs makes more financial sense than rotary-only.
How to Verify Print Quality Before Bulk Production
Specifying a print method is the first decision. Verifying that the executed print meets brand standards is the second, and it matters as much as the first. A premium silk fabric carrying a poorly executed print is a worse product than a mid-tier silk with a perfect print.
Here is what to check on every silk print sample before greenlighting bulk:
Strike-off review. Before bulk runs, request a strike-off — a printed swatch in the actual production fabric, with the production ink chemistry, run through the production wash and finish cycle. This is the only reliable way to see what your retail piece will actually look like. Studio art files and digital proofs are not equivalent.
Color matching against Pantone. Compare strike-off colors against the brand's master Pantone reference under D65 daylight conditions, not under store lighting which can be misleading. Acceptable color variance is typically Delta E ≤ 2.0 for premium programs, ≤ 3.0 for mid-tier programs. Anything above Delta E 4.0 is visibly off.
Wash fastness testing. Request an ISO 105-C06 wash fastness report on the strike-off. Premium silk should grade 4–5 on the 1–5 scale (5 being perfect, no color loss).
Rub fastness testing. Request an ISO 105-X12 rub fastness report. Dry rub fastness should grade 4–5; wet rub fastness should grade 3–4.
Print penetration check. For two-sided products, hold the printed silk up to light. Check that the design penetrates to the back face at the expected saturation level for your chosen method.
Hand-feel check. Compare the printed silk's hand against the unprinted fabric of the same base. A small loss of suppleness is normal with screen printing; a major loss of drape indicates over-application of ink or insufficient post-print finishing.
Documentation to request from any silk printing supplier:
- Strike-off swatches in production fabric with full color profile
- Color matching report (Delta E values for each color in the design)
- ISO 105-C06 wash fastness report
- ISO 105-X12 rub fastness report
- OEKO-TEX® STANDARD 100 certification covering the printing inks (not only the base silk)
- Eco-certification of inks if your brand markets on sustainability
Red flags to watch for:
- Suppliers who cannot produce a strike-off in actual production fabric (digital proofs only)
- Strike-offs that look beautiful but the supplier cannot deliver bulk color matching to within Delta E 3.0
- Wash fastness reports below ISO Grade 4 on premium silk programs
- Silk that comes back from printing significantly stiffer than the unprinted base — usually indicates pigment ink substitution or insufficient post-print washing
Build Your Custom Silk Print Program With DreamSilk
Whether you are launching a small-batch capsule with digital printing, scaling a wholesale fabric program with rotary screen, or developing artisanal heritage pieces with hand-block techniques, DreamSilk runs every silk printing method described in this guide in our integrated Suzhou facility. We weave the base silk, print to your design, finish with hand-rolled hems or French seams, and ship globally — all under one quality system.
Tell us what you want to print, on what silk base, in what volume. We will come back with method recommendations, color cost estimates, lead time projections, and free fabric strike-offs in the actual production fabric so you can evaluate quality before committing to bulk.
Contact us for a custom silk printing quote or explore the full DreamSilk range of custom silk products to see what is possible for your brand.
FAQ
Digital printing is almost always the right answer for runs under 1,200 meters per design. No screen setup cost, no MOQ per colorway, fast turnaround. You can test 3–5 different colorways simultaneously without paying setup costs that screen printing would charge per color. Once a particular design proves successful and crosses into multi-thousand-meter reorder volume, switching that specific SKU to rotary screen reduces unit cost meaningfully.





















